市極宇機(jī)械制造有(yǒu)限公司")

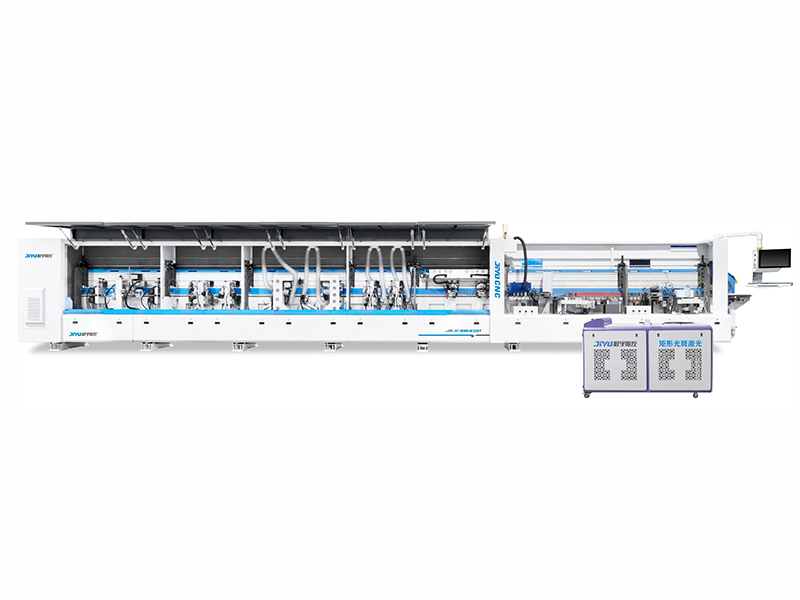
衣(yī)櫃櫥櫃開(kāi)料機的裁(cái)闆方法及(ji)其注意事(shì)項
(一)衣櫃(guì)櫥櫃開料(liào)機裁闆方(fang)法
1、單一裁(cái)闆法
單一(yi)裁闆法是(shi)在标準幅(fú)面的人造(zao)闆上僅鋸(ju)出一種規(gui)格尺寸淨(jìng)料的裁闆(pan)方法。數控(kòng)開料機
在(zài)大批量生(shēng)産或生産(chan)的零部件(jian)規格比較(jiào)單一時,一(yī)般采用單(dan)一裁闆法(fa)。
2、綜合裁闆(pǎn)法
綜合裁(cái)闆法是在(zài)标準幅面(mian)的人造闆(pǎn)上鋸出兩(liang)種🐪以上規(gui)格尺寸淨(jing)料的裁闆(pan)方法。數控(kòng)開料機
現(xian)代闆式家(jiā)具生産中(zhong)多采用綜(zong)合裁闆法(fǎ)下料,這樣(yàng)可✌️以充分(fen)利用原料(liao),提高人造(zào)闆的利用(yòng)率。
(二)衣櫃(gui)櫥櫃開料(liào)機裁闆方(fāng)法的注意(yi)事項
1、注意(yi)提高生産(chǎn)效率
許多(duo)人在設計(jì)開料圖時(shi),往往過分(fen)追求闆材(cái)利用率而(ér)忽略了生(sheng)産效率,使(shi)開料圖上(shang)開料尺寸(cùn)規格繁多(duō),這是不可(ke)取的,它既(ji)造成了效(xiào)率下降,又(you)使操作者(zhě)容易出錯(cuo)。所以一張(zhāng)大闆的開(kāi)料圖開料(liào)尺寸應盡(jìn)量少,這樣(yang)可減少鋸(jù)機調整次(ci)數,以保證(zhèng)提高📞效率(lü)、穩定質量(liang)。
2、考慮餘量(liang)尺寸
數控(kong)開料機
闆(pǎn)塊的拼排(pai)應有利于(yú)加工,特别(bie)是第一鋸(ju)的位置。合(hé)理确定🐪闆(pǎn)件的加工(gong)餘量,闆塊(kuai)的幅面尺(chǐ)寸應是🔆部(bù)件的設計(jì)尺寸與加(jiā)工📱餘量之(zhi)和。一般情(qíng)況下部件(jian)的長寬方(fāng)向♋各留5mm的(de)加工餘量(liang),如果部件(jian)的邊部需(xū)要銑線型(xíng)或部件需(xu)要先膠✊壓(ya)再加工時(shi),則應在相(xiàng)應的方向(xiàng)上留6-10mm的加(jiā)工餘量。闆(pan)塊的✏️拼排(pái)應盡可🔴能(néng)留出整邊(biān)👉的♋餘料,并(bìng)做好記錄(lù)存檔,爲以(yi)後的設計(ji)提供合适(shi)的小料。
3、考(kao)慮封邊條(tiao)厚度
對于(yú)第一種工(gong)藝而言,因(yīn)闆件最後(hou)要進行封(fēng)邊處理,所(suo)以設計開(kai)料尺寸時(shí)應抛出封(feng)邊條厚度(du),還應考慮(lü)紋理🐪方向(xiang)。第二種工(gong)🍉藝其表面(miàn)裝飾和封(feng)邊一般爲(wei)貼紙,而目(mù)前使用的(de)裝飾紙都(dōu)很薄(一般(bān)小于0.25mm),所以(yi)開料尺寸(cun)不可不考(kao)慮其影響(xiǎng),而僅僅從(cóng)加工🌂精度(du)上進行😍控(kòng)制。
4、考慮鋸(jù)路寬度
數(shu)控開料機(ji)
設計開料(liao)圖時,應将(jiang)鋸路寬度(du)考慮進去(qù)。現在常用(yong)的帶導💯向(xiàng)的推台鋸(jù),其鋸路寬(kuan)度一般按(an)5mm考慮即可(ke),另外人造(zao)闆網✊邊垂(chuí)直度有一(yi)定誤差,所(suǒ)以其邊部(bu)也應考慮(lü)鋸路✍️寬度(du)和加工餘(yú)量。
信息來(lái)源http://trhb.cc數控開(kai)料機
,廣東(dōng)數控開料(liào)機
,自動封(fēng)邊機,數控(kong)側孔鑽
,電(diàn)子開料鋸(jù),木工自動(dòng)排鑽,數控(kòng)六面鑽,全(quan)自動高速(su)封邊機
,窄(zhǎi)邊封邊機(jī),精密推台(tai)鋸,木工自(zi)動六排鑽(zuàn)
歡迎光臨(lin)佛山市順(shun)德最近🔞韩国日本免费观看高清🚩區極宇(yu)機械制造(zào)有限公司(si)專注于廣(guǎng)東數控開(kāi)料機
中文(wén)版 | 網站地(dì)圖 | 加盟極(ji)宇